ローラ測定装置
- ローラ測定装置
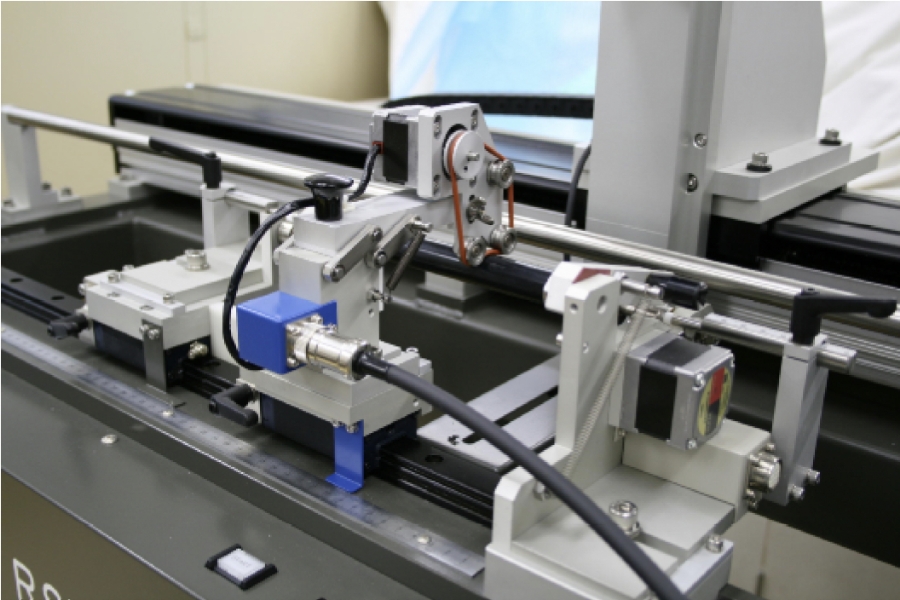
- 全自動ローラ測定装置 RSVシリーズ
全自動ローラ測定装置
RSVシリーズ
検査から結果出力までを全自動化
- ローラの測定から測定データ作成・印刷までの全自動装置
- 標準タイプ(検査向け/開発向け)と高精度タイプ(研究開発向け)を用意
- ローラ外径・真円度・円筒度・クラウン形状等の測定が可能
特徴
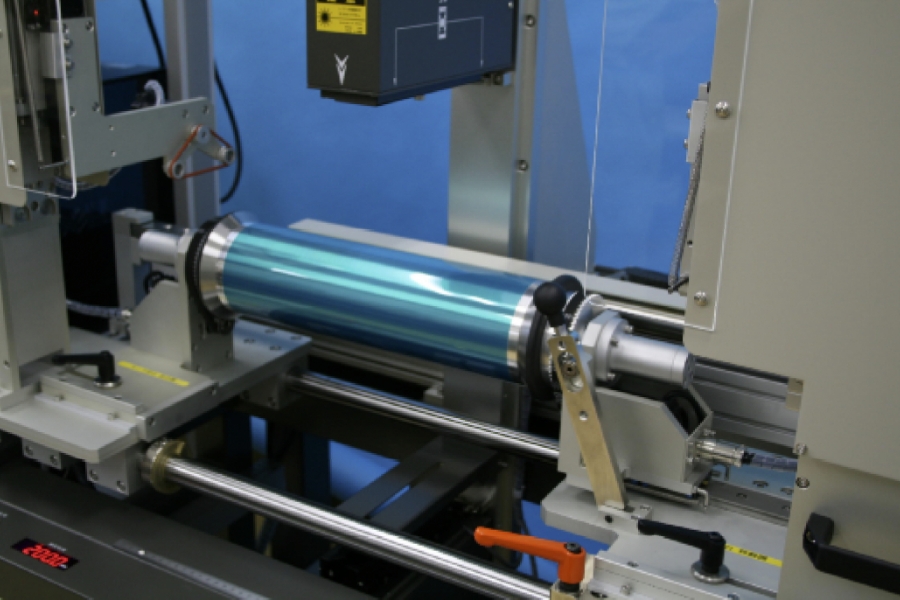
事前にローラの種類別に測定項目(外径、振れ、真円度、真直度、クラウン形状など)、測定個所、作成データの種類をPCに記憶しておけば、何本でも同じ条件で測定を行い、測定結果、判定結果をPC上に表示し、印刷します。
全自動ローラ測定装置 測定中動画
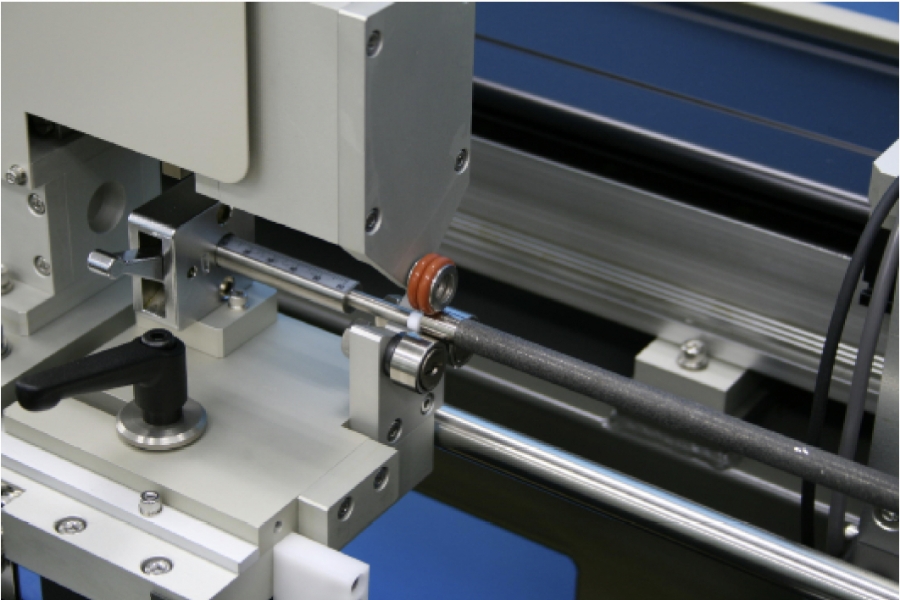
| 被測定ローラ寸法 | 外径 最大60mm(80mm)、長さ 最大600mm |
|---|---|
| 測定精度 | 外径 ±3μm(±5μm)、振れ 7μm |
| 測定時間 | 約20秒[長さ600mmの3点外径測定の場合] |
LMG607を使用しています。( )内はLMG807型を使用したRSV860PC型の場合です。
外径差測定・クラウン測定について
外径差測定
各位置での外径の均一性を判定するための測定方法です。
指定された複数の測定点の外径を測定し、その最大値と最小値の差を計算します。
この値が設定された公差より大きい場合、不良と判定されます。
クラウン測定
真ん中がふくらんだ形状のローラ、逆に真ん中がへこんだ形状のローラなど、外径が一定でない形状を判定するための測定方法です。
指定された各測定点での外径値を指定された計算式に当てはめ、その結果と設定された基準値とを比べてその差が公差より大きい場合、不良と判定されます。
<クラウンのバリエーション>
より精密に形状を判定する場合、またはより複雑な形状を判定する場合の測定方法です。
外径の測定点数、および判定式はお客様のご要望に合わせて設計します。
規格ファイル上で判定式を入力する機能も提供しています。
ローラ測定装置用特殊治具
エアシリンダ駆動ワーク押さえ

シャフト径に対応した交換式受け台


太径から小径まで対応の交換式回転センター受け

マグネットローラ等の中央部を回転させる追加ユニット
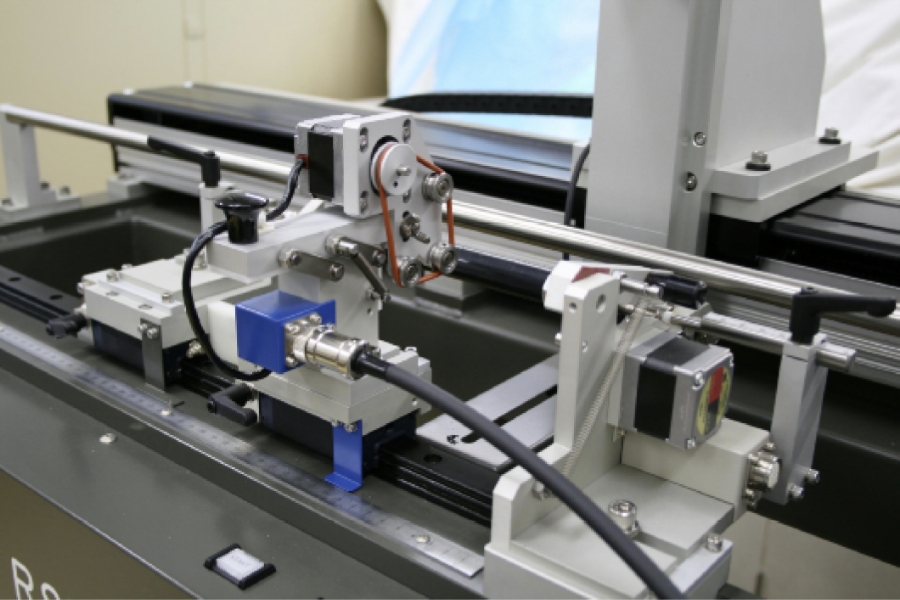
Uカット・ダブルDカット等の専用チャックユニット等も仕様ごとに製作します